Запчасти для станка 2А450
")




")

")
")
Запасные части к станкам 2Е450
Координатно-расточные станки часто используются для эффективной непосредственной обработки отверстий в деталях, приспособлениях и кондукторах, где требуется очень высокая точность непосредственно взаимного расположения отверстий (допустимые в пределах 0,005 — 0,001 мм), без использования приспособлений для непосредственного направления инструмента.
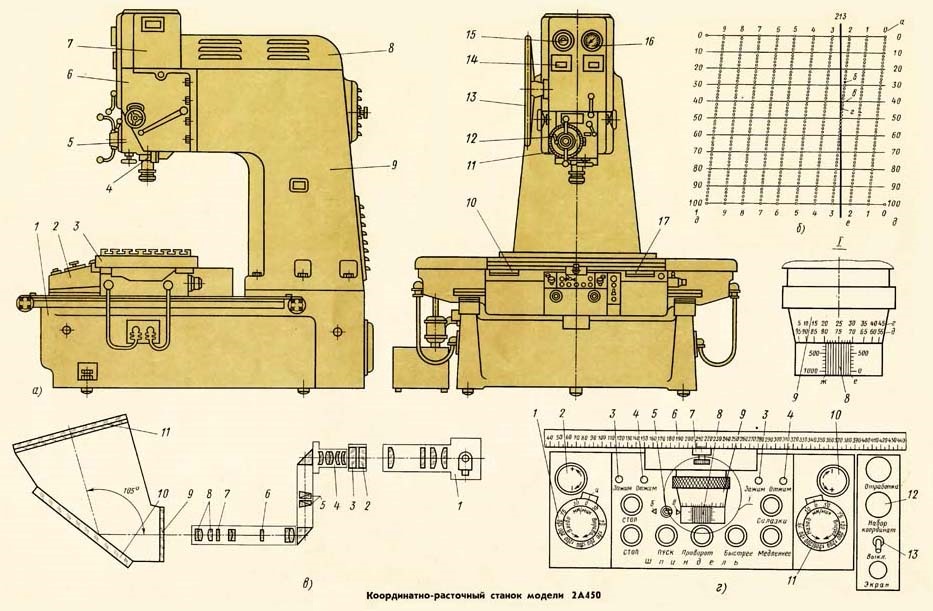
На данных станках легко производить сверление, также растачивание, возможно развертывание и зенкерование отверстий, допускается контроль и измерение деталей, чистовое фрезерование торцов, кроме того допустимы разметочные работы. Версия станка 2А450 выполнен из следующих главных узлов: станины (см.поз.1), стойки (см.поз. 9), стола (см.поз. 3), шпиндельной бабки (см.поз. 5), салазок (см.поз. 2). А, для точного перемещения самого стола и заодно салазок в танке используется оптическая система.
Заметим все необходимые запчасти и детали к станку 2Е450, можно приобрести оформив онлайн заказ с данного раздела каталога.
Станина поз.1 является основанием станка. По ее двум плоским и одной Т-образной направляющим производится перемещение салазок. Задняя часть станины служит опорной поверхностью для стойки поз.9.
На стойке поз.9 помещены: блок поз.6 направляющих, коробка скоростей поз.7 и кожух поз.8 клиноременной передачи. Блок поз.б имеет направляющие для вертикального перемещения и крепления шпиндельной бабки поз.5. На его верхней части закреплена коробка скоростей поз.7.
В шпиндельной бабке поз.5 расположена гильза поз.4 со шпинделем. Подъем и опускание шпиндельной бабки производится вращением маховика поз.13.
Стол поз.3 предназначен для установки на него обрабатываемых заготовок и перемещения их в направлении координаты X, что происходит при движении стола по продольным направляющим салазок.
Салазки поз.2 служат для перемещения стола и установленной на него заготовки в направлении координаты у при движении салазок по поперечным направляющим станины поз.1.
Перемещение заготовки в положение, нужное для обработки следующего отверстия, можно производить либо управляя движениями стола и салазок вручную, либо с предварительным набором координат.